![]()

![]()

![]()
![]()

Dulux Premium Powder Coat range features Zincshield, a zinc rich epoxy based powder primer.
Ideal for structural steel on all projects
Zincshield powder primer delivers excellent corrosion resistance, inhibiting rust and promoting adhesion.

It is ideal for use:

Steel substrates shall be prepared as follows:
1. Wash and degrease all surfaces to be coated in accordance with AS1627.9 with a free-rinsing, alkaline detergent, in strict accordance with the manufacturer’s written instructions and all safety warnings.
2. Wash with fresh potable water and ensure that all soluble salts are removed in accordance with AS 3894.6 methods A&D.
3. Grind all sharp edges with a power tool to a minimum radius of 2mm.
4. Power tool clean welds to AS1627.2 Class 2 to remove roughness. Remove filings, preferably by vacuum or compressed air.
5. Abrasive blast clean all steel surfaces to be painted in accordance with AS1627.4 to visual standard AS1627.9 Class 2.5 (equivalent to ISO8501-1, Sa 2.5: Very Thorough Blast-Cleaning). Use a medium that will generate a surface profile of 35 to 65 microns (as tested to AS3894.5 Method A.) In situations where it is not possible to prepare your item on all surfaces as described above, for long term protection against corrosion it is strongly recommended whenever possible, that an alternative substrate such as, aluminium be considered.
6. The steel is to be stored in an area which is clean and dry
7. The steel must be coated within 4 hours of blasting.
Application
Electrostatic Spray
Assuming top coat applied within 12 hours:
Partially cure for 3 – 5 minutes at 120-150°C metal temperature.
This partial cure is referred to as a green cure. Green cured metal is prone to chipping/cracking if not handled with care. Ensure green cured metal is protected from mechanical damage caused by unloading/stacking.
Use top coat cure schedule to complete cure of Zincshield®.
A topcoat must always be applied.
It is recommended that Zincshield® be top coated within 12 hours due to a possible moisture uptake of the coating.
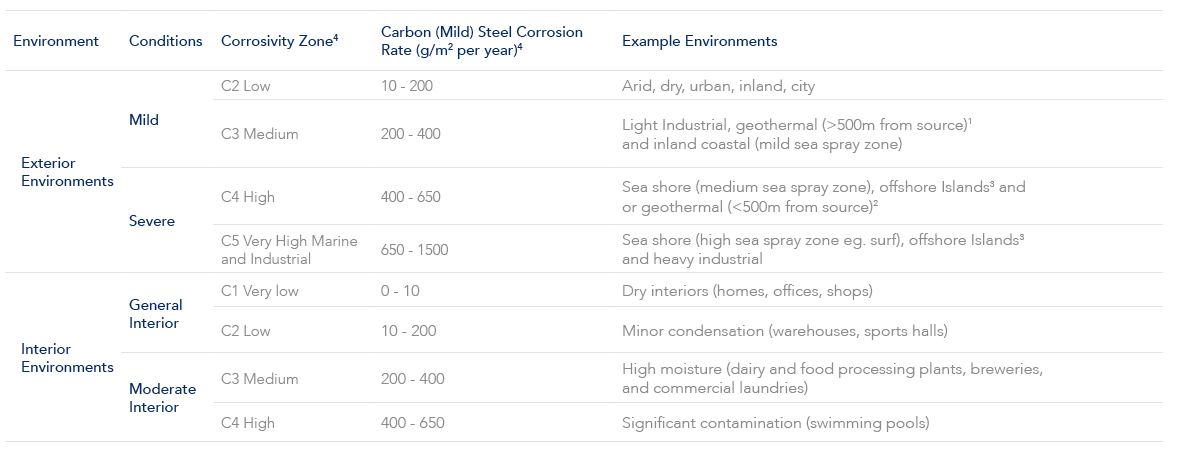
The table references AS2312.1, AS 4312 and ISO 9223 to identify the environment, conditions and atmospheric corrosivity categories.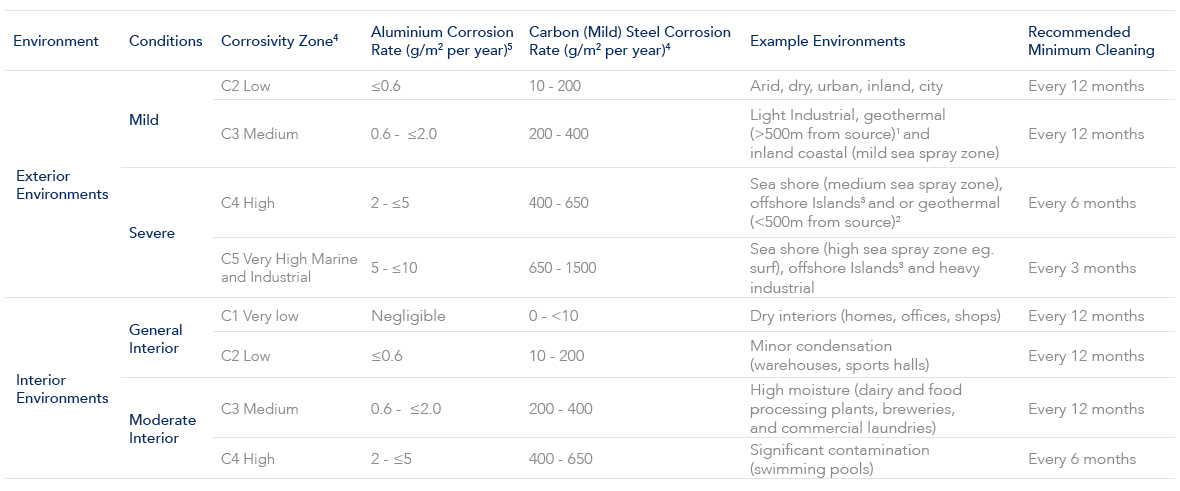
Zincshield is a key component of the Dulux Steel Shield™ warranty systems. Use the following table to help identify the product choice you have to gain a Steel Shield™ warranty on your project and where Zincshield is appropriate. Refer to the conditions information to determine the environment that your project will be exposed to. Click on the table below for a larger version.


Use the following table which references AS2312.1, AS 4312 and ISO 9223 to identify the environment, conditions and atmospheric corrosivity categories To pinpoint your projects corrosivity zone this table should be used together with the corrosivity zone maps contained within AS 4312.
Environments close to liquids other than coastal, river and lake salt water environments
Zincshield suitability for environments close to liquids other than the sea is dependent on the top coat choice. Please refer to the guidance below for:

Our dedicated consultants can help simplify the specification process, saving you time and money by providing the right coating advice for your project. Call 13 24 99
Zincshield is a zinc rich epoxy modified thermosetting powder coating designed to inhibit rust and adhesion loss on ferrous metals and has been designed as a powder coating undercoat.

Matt
9907036M